
CGSZ2442 フルサーボ高速ガラスダブルエッジングマシン


CGSZ2442 フルサーボ高速ガラスダブルエッジングマシン
説明
■下端荒研モーターと面取り荒研モーターはすべてABBモーターです。特別なインバーターによって加速された後、速度は 4800r/min に達することができます。研削速度が速く、トルクが一定なので、底刃荒研削、面取り荒研削が大幅に改善されます。研削強度
■機械と回路ボックスの一体構造で、防水、省スペース、操作性に優れています。本体は焼鈍処理を施した鋳鉄を採用。
■優れたリニアガイドとスクリューマンドレルを搭載し、加工精度を確保。可動側システムのブラケットはWフレーム設計で、動きの精度と安定度を高めます。また、リニアラックの寿命を延ばすことができます
■位置補正装置がマシンに追加され、小さなガラスのずれの問題を解決し、ガラスを転送するときに接続されたマシンのインテリジェントな操作を真に実現します。
■タッチスクリーンを備えたPLC制御、データ設定、ガラスの研削状態を制御センターに表示できます。加工幅・厚み・上あおりの立ち上がりを自動調整。
■2.コンベアビームのガイド溝は、上海材料研究所が独自に開発した超高分子材料を使用した独自の製法です。耐摩耗性、老化防止、変形が小さいという特徴があり、グラファイト材料を追加すると、同期ベルトの走行時の摩擦力が小さくなり、加工中に工具と一致します。
応用

建設用ガラス
工業用ガラス

ドアと窓ガラス

家具ガラス
家電ガラス
ホイールの配置

| ガラスの厚さ | 3~25mm |
| 最小処理サイズ | 350×350mm |
| 最大処理サイズ | 4200mm |
| 処理速度 | 15m/分 |
| 作業高さ | 920mm |
| 総電力 | 70kw |
主要構造部品

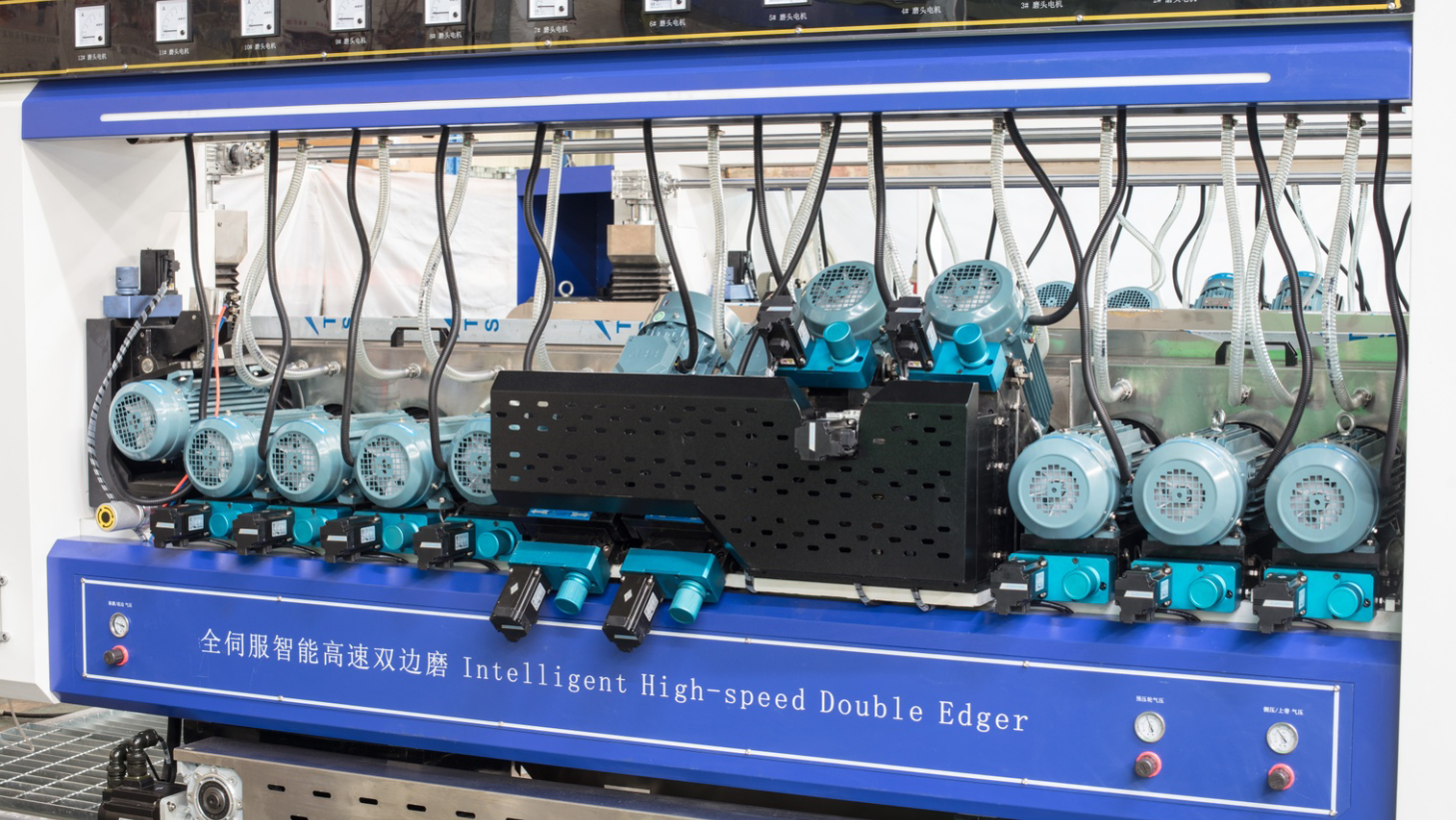
01 機械全体がスイスのABBモーターを使用
ABBの特別な高速周波数変換モーターを採用し、有名な国内の砥石ブランドQixingshi特殊砥石と協力して、研削速度が速いです。5-8MM ガラスの処理速度は 15-18m/min です。8-12MM のガラス速度は 12-15m/分に達することができます。
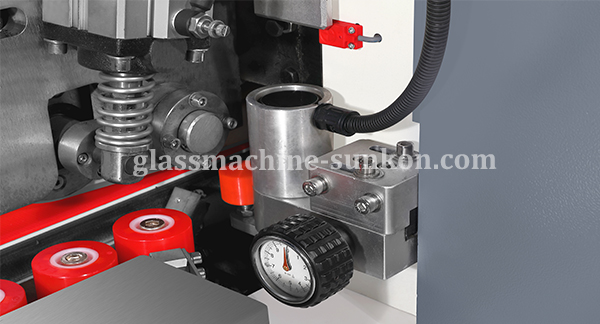
02下部面取りセカンダリ トランスミッション構造
精密ボールねじを使用して全体を持ち上げ、サーボモーター制御により、すべての面取りが同じサイズになり、加工プレートの面取り誤差が小さくなります。構造下でのモーターの共用による防水スリーブの漏れによるモーターの焼損現象を防ぐことができます。

03ダブルサーボドライブ構造
固定側と可動側は、それぞれ一組のサーボモーターによって駆動されます。高いトルク出力比を持つスターライトの最新のkシリーズタービンボックスは、大きな伝達力を持っています。直結伝動構造は、ユニバーサルジョイント伝動構造に比べ伝動ギャップが小さく、固定側を確保できます。可動側ドライブとの同期

04 ガラス加工幅の開閉制御
シーメンスのサーボモーターが機械の開閉を調整し、高速でもスムーズな走行を実現します。

05 E余分な切断量検出装置
エクストラエッジの場合 来るガラスの 接するes この装置, そうなる合格 PLCへの信号 と この機械 に通知されます スローダウンis 余分なエッジ。その後、ガラスの研削と研磨の品質が大幅に向上します。
06エントリー側サーボ調整機能
送り端での研削量の自動調整:ガラスのサイズと厚さに応じて、エッジャーの入力端に研削量構造の自動調整を追加でき、ガラスによる欠けや破片を減らすことができます処理し、ガラス処理の品質を確保します。また、人への依存を減らすこともできます。

お客様事例









-600x600.jpg)